
≪接着・原賀塾≫
講師:(株)原賀接着技術コンサルタント
首席コンサルタント、工学博士
原賀康介
9.凝集破壊率を高くするには
9.3 凝集破壊率を向上させるには (その1)界面での結合力を強くする
(1)弱境界層(WBL層)を除去する
被着材表面に吸着している水分子と接着剤とを強く結合させるためには、①被着材表面の水分子が被着材表面と強く結合していること、②被着材表面の水分子と接着剤が強く結合すること、が必要です。
ところが、空気中にある被着材表面には各種の汚染物が付着しています。<第6回>の図6-9で示したように、プラスチックやゴムなどでは、外部からの汚染物の他にも、内部から表面に析出してくるブリード物もあります。金属では、空気中で酸化膜や水酸化膜が生成しており、赤さびのように弱い膜の場合も多々あります。これらの弱い層<弱境界層(WBL層)>は、洗浄、切削、ブラスト、エッチング、UVオゾン洗浄、プラズマ洗浄などの物理的や化学的方法で取り除かねばなりません。
きれいな布や紙に溶剤を染みこませて、汚れを拭き取ることがありますが、下手をすれば汚れを接着面に塗り広げてしまっているということもあります。布や紙の中に汚れを取り込んで表面から除去しなければなりません。最近は、マイクロファイバーのクロスや綿棒などが市販されているので、そういう物を使用すると汚れを取り込んで除去できます。
最近ではアセトンのような強い溶剤が使用できないため、エタノールでの洗浄が良くなされています。しかし、エタノールは脂分を溶解させることは困難なので、脱脂には向いていません。脱脂は先に洗剤などで行っておいて、溶剤拭きは最終の汚れ除去と考えて下さい。
溶剤で洗浄や拭き取りを行うと、溶剤が蒸発するときに気化熱で部品の表面の温度が低下します。温度低下により、表面が結露のような状態となり、表面に多量の水が付いてしまいます。乾燥後、少し時間をおいてから接着するか、洗浄後、表面を少し加温すればよいでしょう。
小物部品では、洗浄液中での超音波洗浄も多く用いられています。超音波による洗浄は、液の振動で洗浄されるのではなく、発振器から出る超音波が部品表面に当たることによってなされます。ですから、洗浄したい接着面と発振器の間に障害物があると洗浄効果は激減します。部品と発振器の配置の仕方は十分に考えて下さい。
(2)表面自由エネルギーが低くなった表面層を除去する
固体の表面はエネルギーを下げて安定になろうとするために、プラスチックでは表面に出ている極性基が内部に潜り込むように動いたり、金属では酸素や水と反応して酸化膜や水酸化膜を形成したりします。ですから、空気中に放置されてエネルギーが低くなった表面層を除去することが必要です。切削、ブラスト、エッチングなどの物理的や化学的方法で表面層を除去すると、内部と同じ状態の表面が生成するので、表面のエネルギーは高くなります。ただし、表面層を除去しても、もともと極性基を持たないプラスチックでは表面に極性基が生成することはありません。
(3)表面積を増やす
被着材表面と接着剤との結合点の数は、面積に比例して増加します。被着材の表面を粗面化することで、実質的な接着面積を増加させて、結合点の数を増やすことができます。例えば、見かけ上の面積1cm2の場合、粗面化によって実質的な面積を2cm2に増加させると、表面が真っ平らな場合に較べて、結合点の数を2倍に増やせると言うことです。見かけ上の面積が同じでも、結合点の数が増えると結合に寄与する表面のエネルギーは高くなります。粗面化は、投錨効果やファスナー効果などの機械的結合も付与することもできます。粗面化は、切削、ブラスト、エッチングなどの他、パルスレーザー照射で表面を蒸発、溶融させることでも形成できます。
ただし、粗面化は、(6)で詳しく述べますが、接着欠陥部の増加やシール性の低下にも繋がるので注意が必要です。また、凸部が尖った形状の凹凸を作ると、酸無水物硬化のエポキシ系接着剤やシアノアクリレート系接着剤(瞬間接着剤)のように硬くて脆い接着剤を用いた場合、ヒートサイクルやヒートショックなどの温度変化や外力による応力集中などでクラックが生じて劣化しやすくなることもあるので、粗面化の方法・条件の最適化が必要です。
(4)表面に極性基を付与して表面自由エネルギーを高くする <表面改質>
表面自由エネルギーが低い表面に極性基を付与すると、極性基と空気中の水分が水素結合し、水素結合した水と接着剤もまた水素結合します。このように、表面に新たに極性基を付与して表面自由エネルギーを高くするのが<表面改質>です。表面自由エネルギーが高いほど、水が濡れやすい、言い換えると、水との接触角が小さく接着しやすい表面ということです。
1)湿式法と乾式法
<表面改質>には湿式法と乾式法(ドライ処理)があります。湿式法の代表的なものに、フッ素樹脂の金属ナトリウム処理があります。安全に扱えるようにした商品も市販されています。乾式法としては、大気圧プラズマ処理、低圧プラズマ処理、短波長紫外線(FUV)照射、火炎処理、コロナ放電などがあります。
湿式法は、処理の工程や管理の煩雑さ、接着面だけの部分処理の困難さ、処理から接着作業までの時間や保管環境の影響などの課題も有り、最近は乾式法が多く使われています。乾式法の最大のメリットは、接着の作業工程内で接着剤塗布直前に行えるので処理効果の低下を防げる、接着部だけの部分的な改質が容易にできるなどがあります。
短波長紫外線(FUV)照射では、波長が短くエネルギーの高い254nmや185nmの光を発生する低圧水銀ランプ(別名:殺菌灯)が用いられます(UV硬化接着剤の硬化波長は365nm程度です)。172nmの紫外線が出るエキシマランプは、さらに波長が短いためエネルギーは強いですが、波長が短くなると光が空気に吸収されやすくなるため、エキシマランプでは接着面からランプまでの距離はせいぜい5mm程度しか離すことができません。
大気圧プラズマ照射は、高電圧放電でイオン化した空気や窒素、酸素などのガスを接着面に吹き付けるものですが、改質のメカニズムは紫外線照射とほとんど同じです。
2)表面改質のメカニズム
図9-6に、短波長紫外線(FUV)照射、大気圧プラズマ処理によるプラスチックの表面改質のメカニズムを示しました。まず、①プラスチックの表面に、短波長紫外線やプラズマを照射すると、表面に付着している有機物の汚れは照射されたエネルギーで分解されて、二酸化炭素と水になって揮散します。紫外線により発生したオゾンも有機汚染物の酸化に寄与します。大気圧プラズマ処理ではオゾンの発生は多くありません。この段階での表面清浄化は、予備洗浄で取り切れなかった汚染物を除去するもので、大量の汚染物はあらかじめ除去しておきましょう。②汚染物が除去されたら、プラスチックの素材面が現れます。ここに、紫外線やプラズマが照射されると、エネルギーによってプラスチックの分子間の結合の弱い部分が切断されます。結合が切断された部分は非常に活性な状態となっているので、③すぐに空気中の水や酸素、窒素などと強く結合します。④表面に生成した極性基の上には空気中の水分子がさらに水素結合して、接着剤と水素結合しやすい状態になります。

図9-6 短波長紫外線(FUV)照射、大気圧プラズマ処理による表面改質メカニズム
短波長紫外線照射では、ポリエチレン、ポリプロピレン、PTFE(テフロン)などの改質は困難です。大気圧プラズマ処理や低圧プラズマ処理では、ポリエチレン、ポリプロピレンも容易に改質が可能です。PTFE(テフロン)は、プラズマ処理でも可否は条件によるようです。
短波長紫外線照射やプラズマ処理による表面改質は、プラスチックに限らず、金属やガラスでも可能です。
3)湿度の影響
表面改質を行うと、表面に極性基の生成や水の吸着が起こります。その上面には、さらに空気中の水分子が多層吸着すると考えられます。接着剤は、その水分と水素結合しますが、水分層は<前回>の9.2(6)で記したように、多すぎても少なすぎても良くありません。湿度の影響に関しては、影響はほとんどないという方も、湿度の影響は大きいという方もおられますが、私は、湿度の影響は大きく、空気中の水蒸気圧(湿度)を管理する必要があると考えています。
私の経験ですが、夏場に稼働を開始したある製品の量産工場でのこと、ガラス部品に大気圧プラズマ処理を行って金属部品と接着していた部品が、ある日突然全数不良となりました。この日は11月末で突然寒波が訪れ、湿度も急激に低下した日でした。私は、水の問題と直感したので加湿器を入れて対応するように指示をしました。案の定、加湿後の部品は全数良品でした。
4)表面改質の事例
図9-7に、短波長紫外線照射によるPPS(ポリフェニレンサルファイド)とPBT(ポリブチレンテレフタレート)の改質効果の例を示します(出典1)。650Wの低圧水銀ランプを5cmの距離から照射した場合の、照射時間と滴下法による表面濡れ指数(左の図)と二液室温硬化型エポキシ系接着剤による同種材同士のせん断強度の変化(右の図)を示したものです。照射前の濡れ指数は30mN/m程度しかなく、接着に不適な状態ですが、照射時間と共に濡れ指数は上昇しています。照射前の物では低強度で界面破壊ですが、照射時間と共に凝集破壊に移行し、やがては被着材自体が破壊するほどの強度が得られています。ただ、照射時間が長すぎると、表面濡れ指数は高くなりますが、接着強度は低下しています。これは、照射のやり過ぎでプラスチックの表面層付近が劣化して弱い層ができたためと考えられます。表面改質は、表面濡れ指数の高さだけにこだわらず、接着強度など必要な特性を合わせて評価することが大切です。PBTのXPS分析では、大量のカルボニル基の生成が認められています(出典1)。
(出典1)寺本和良、岡島敏浩、松本好家、栗原 茂;“紫外線による表面改質” ,日本接着学会誌, V0l.29, No.4, P.180 (1993).

図9-7 短波長紫外線照射時間と表面濡れ指数、接着強度の変化の例(PPS、PBT)
図9-8は、ステンレス鋼板(SUS304 2B材)における短波長紫外線照射の効果の例です。接着剤は二液アクリル系接着剤(SGA)で剥離試験を行っています。この結果より、短波長紫外線照射により、強度面では、平均強度の上昇とばらつきの低減が見られます。最も大きな変化は、破壊状態の変化です。照射前は凝集破壊率は全て40%以下しかありませんでしたが、紫外線照射後は、ほとんどのものが凝集破壊率100%まで改善されています。ステンレス鋼板は、紫外線照射によって新たな酸化皮膜の形成などは考えにくく、おそらくエネルギー照射によって励起された表面に空気中の水や酸素などが吸着したことによるものと考えています。表面の分解や酸化膜生成などがないガラスでも改質効果が得られるのはこうしたことによるものではないでしょうか。
蛇足ですが、接着性の評価では、強度の大きさではなく、破壊状態の評価の方が重要です。強度試験機がない現場での破壊検査では、強度測定を行わなくても、破壊状態の確認で十分です。
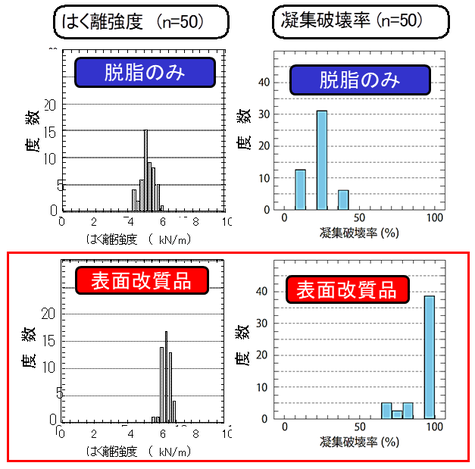
図9-8 ステンレス鋼板への短波長紫外線照射による接着強度と凝集破壊率の向上例
5)改質効果の保持時間
表面は常にエネルギーを下げて安定になろうとしているため、表面改質を行って高くなった表面自由エネルギーは、空気中にあるガスや汚染物などの付着によって、時間と共に低下していきます。金属やガラスでは表面改質後数時間で、表面自由エネルギーはかなり低下します。プラスチックの場合は、プラスチックの結合自体が切断されて元の状態とは異なる状態となっているため、金属やガラスなどに較べると、表面自由エネルギーの低下速度は緩やかで、数日から1週間程度は接着可能です。ただし、いずれの場合でも、処理後短時間で接着することは重要です。
(5)表面を安定化させ、接着剤との結合性を向上させる
(4)で述べたように、表面自由エネルギーが高い表面は活性で不安定なため、空気中のガスや汚染物を付着して表面自由エネルギーを下げて接着しにくい状態に戻ろうとしています。接着にとって最適な表面は、活性でかつ安定なことです。この両立は簡単ではありませんが、表面を活性にした後すぐに、表面に接着剤と相性が良いプライマーやカップリング剤を塗布して表面を安定化させる場合があります。
プライマーには、溶剤系の塗料のように、接着面に塗布して溶剤を乾燥させた後に、空気中の水分と反応させたり、加熱硬化させて皮膜を形成するものや、有機リン酸塩系化合物の溶液を塗布して溶剤を乾燥させるだけの物など多くのものがあります。カップリング剤は、分子鎖中に、被着材表面と結合しやすい官能基と接着剤と結合しやすい官能基を持っている溶液で、対象となる被着材料および接着剤によって多くの種類があります。プライマーやカップリング剤は、被着材表面と結合し、接着剤と結合しやすい官能基も有しているため接着剤とも強く結合します。ただし、塗布・乾燥させるだけのプライマーやカップリング剤の場合は、層が厚くなると、プライマーやカップリング剤の分子同士の接合力が問題となります。そのため、プライマーやカップリング剤は、厚塗りは厳禁で、極力薄く塗布することが重要です。
図9-9に、プライマーやカップリング剤の塗布厚さと接着強度、破壊状態の関係の模式図を示しました。薄く塗布すると、接着強度が高く、凝集破壊になりますが、厚くなると、界面破壊になり、塗布しない場合より強度が低下してしまいます。プライマーやカップリング剤の塗りすぎによるトラブルは非常に多く見られます。最適な厚さとしては単分子層から数分子層程度と思われますが、そのような厚さに塗布するのは容易ではありません。特に手作業で塗布する場合はお手上げです。作業がしやすい程度に十分な量を塗布して、乾燥後に数分子層になれば良いので、即ち、溶媒で薄く薄く希釈した液を用いれば作業は可能です。市販されている溶液は一般に濃すぎるので、使用前に数十倍程度に薄めて使用しましょう。
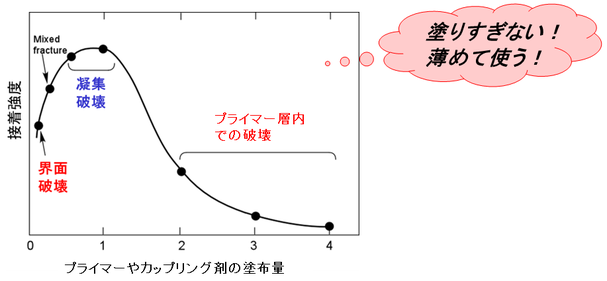
図9-9 プライマーやカップリング剤の塗布厚さと接着強度、破壊状態の関係の模式図
図9-10は、有機リン酸塩系化合物のプライマー処理によるステンレス鋼(SUS304)の接着性改善の例です。ステンレスは、表面が不動態膜で覆われていて接着がしにくく、メーカー、ロット、保管状態などによっても接着性は大きく異なりますが、プライマー処理を行うことで、安定した接着性が得られていることがわかります。

図9-10 プライマー塗布によるステンレス鋼板の接着特性の改善例
プライマーやカップリング剤は、被着材表面と接着剤をつなぐ中間層ですが、プライマーやカップリング剤を塗布する前に表面には空気中のガスや水が吸着していると、プライマーやカップリング剤はそれらの層を介して表面と結合している状態です。できることなら、表面に直接結合してほしいものです。表面改質法の一つに裸火で表面を炙る<火炎処理>という方法があります。その燃料ガスの中にシラン系化合物を添加しておき表面に主にSiO2を付与するイトロ処理(※イトロ処理は、(株)イトロの商品名です。https://www.itro.co.jp/effect/)、大気圧プラズマ処理においてガス中にプリカーサーと呼ばれるカップリング剤のようなものを添加してイオン化したプラズマを照射するプラズマプラス(※PlasmaPlus®は、日本プラズマトリート(株)の商品名です。https://www.plasmatreat.co.jp/)、CVD(化学気相成長法)などナノレベルの厚さの皮膜を生成させる方法を用いると、表面の活性化と同時に安定化を図ることができます。
次回は、9.3(6)界面での接着欠陥部を無くす と、9.4 凝集破壊率を向上させるには(その2)界面に加わる応力を低減する について説明します。
|
【PR】コンサル業務を受け付けています 弊社では、企業での開発や不具合対策の支援や社員向け教育などの業務を行っています。 課題を有しておらる場合は、お気軽にお問い合わせ下さい。
詳細はこちらをご覧ください。 |
| <接着・原賀塾>の掲載内容は、著作権法によって保護されており、著作権は原賀康介に帰属します。引用、転載などの際は弊社までご連絡ください。(会社内や団体・学術機関・研究機関内でのご活用に関してはこの限りではありません。) |
-------------------------------------------------------------------------------------

株式会社 原賀接着技術コンサルタント