
≪接着・原賀塾≫
講師:(株)原賀接着技術コンサルタント
首席コンサルタント、工学博士
原賀康介
| <接着・原賀塾>の掲載内容は、著作権法によって保護されており、著作権は原賀康介に帰属します。引用、転載などの際は弊社までご連絡ください。(会社内や団体・学術機関・研究機関内でのご活用に関してはこの限りではありません。) |
11.8 内部応力に影響する諸要因
11.7までは、各種の内部応力について述べてきましたが、実際の製品の接着組立においては、内部応力に起因するさまざまな課題が生じてきます。以下に、内部応力に影響する諸因子について説明します。
(1)接着部の構造
図11-25(左)は、三角形状のガラスプリズムをアルミのベースに接着したもので、プリズムの位置合わせを容易にするために、アルミベースに当たり面が設けてあります。プリズムの底面を接着しますが、接着剤は当たり面にも這い上がっています。図11-25(右)は、接着剤が硬化した後の反射面の歪みを示したものです。当たり面の高さHが大きくなるほど、反射面の歪みが増加していることがわかります。これは、底面と当たり面の接着剤の硬化によって生じた硬化収縮応力によるもので、当たり面の高さHが大きいほど、プリズムに大きな硬化収縮力が働いているということです。

図11-25 位置決めのための当たり面の高さHと反射面の歪み
この例は、組立性を向上させるために行った構造が、部品の精度を低下させてしまったというものですが、このように、内部応力は思わぬところで悪影響をおよぼすことがあります。各種の内部応力が部品や接着部にどのような影響を及ぼすかを、あらかじめ予測することは容易ではなく、不具合が生じて初めて気がつくことは多々あります。不具合から得た教訓を集めたマニュアルなどが欲しいところですが、あっても企業のノウハウになっているのが実情です。
構造を変化させた多くのサンプルを作って実測することは大変ですが、接着剤の硬化過程における、収縮率と弾性率の経時変化のデーターを用いて、区分的線形解析によって硬化収縮による応力と変形を有限要素法で解析する*)ことは可能です。解析の精度を求めるのではなく、影響因子の影響度を評価するには効果的でしょう。区分的線形解析については、<第25回>で説明します。
*)春名一志、原賀康介:“接着剤の硬化収縮による内部応力を対象とした数値解析手法”,日本機械学会論文集 A編,Vol.60, No. 579, P. 2589-2594 (1994).
(2)部品の剛性(厚さ)、接着剤の収縮率と弾性率
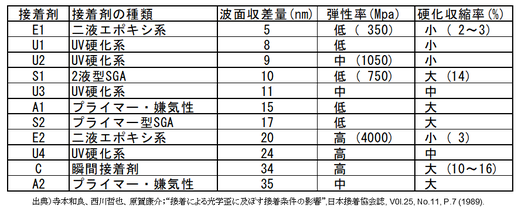
図11-26は、図11-25と同様のガラスプリズムの底面を、11種類の接着剤によって接着したときの、接着後の反射面の歪みを比較したものです。ここでは、図11-25の当たり面はありません。用いた接着剤のおおよその弾性率と硬化収縮率を表11-1に示しました。
図11-26の棒グラフは、プリズムの反射面全体(楕円部分)の歪み量で、赤丸は反射面の下半分の、青丸は反射面の上半分の歪み量を示しています。
図11-26は、反射面全体(楕円部分)の歪み量の大きさ順に並べたものですが、概して、硬化後の弾性率が低く、硬化収縮率が小さい接着剤ほど歪みが少ないことがわかります。
次に、反射面の下半分(赤丸)と上半分(青丸)の歪みを較べると、いずれの接着剤でも下半分の歪みが上半分より大きいことがわかります。これは、接着面から反射面までの厚さが下半分と上半分では異なり、下半分は上半分より厚さが薄く剛性が低いため、接着部に生じた硬化収縮力によって大きく変形したためです。

図11-26 部品の剛性(厚さ)と各種接着剤による反射面の歪み
表11-1 図11-26で使用した接着剤の物性
(3)隅肉接着
1)全周塗布
図11-27は、中空円筒に軸を差し込んだ後に、中空円筒の入り口と出口に接着剤をぐるりと全周塗布したものです。このように、全周隅肉塗布を行った場合は、温度変化で接着部に損傷が生じることがあります。即ち、接着されたものが高温になると、接着剤の線膨張係数が被着材より大きい場合は、リング状の接着剤の径が軸径より大きくなろうとするため、軸の表面から剥離しやすくなります。このような場合は、右の図のように、分割塗布することによって、はく離を防ぐことができます。

図11-27 隅肉接着における塗布形状
2)塗布位置、塗布量
図11-28【A】は、高精度な位置合わせが必要な部品を、位置合わせした状態で2箇所に接着剤を隅肉状に塗布して硬化させたものです。【B】は、段付きの軸に、ドーナツ状の円盤を高精度に軸出しをした状態で、4箇所に接着剤を隅肉状に塗布して硬化させたものです。このように、微小な位置ずれが問題となる場合は、【A】では2箇所、【B】では4箇所の接着剤の塗布量は、均一でなければなりません。もし、塗布量が多い箇所があると、接着剤の硬化収縮力によって、塗布量が多い方に部品が引張られてずれてしまいます。また、【A】では①と②の接着剤の塗布位置の対称性、【B】では、①と③、②と④の接着剤の塗布位置の対称性も位置ずれに影響します。さらに、隅肉塗布の量が多いと、接着剤の硬化収縮力で、部品が反ったり歪んだりするので、できるだけ塗布量を少なくすることも必要です。

図11-28 隅肉接着における接着剤の塗布位置と塗布量の不均一は位置ずれの元
3)硬化順
図11-29には、接着剤の硬化順の影響を示しました。例えば、ファイバースポット式のUV照射装置を用いて接着剤を硬化する場合、一度に全体を均一に照射しにくいため、【A】では、①→②の順に、【B】では、①→②→③→④の順に硬化させていくことになります。しかし、最初に硬化した部分の接着剤は硬化収縮によって部品を引張るため、位置ずれが生じてしまいます。
高度な位置精度が必要な場合は、塗布した全箇所の接着剤を均一に照射できる照射装置が必要です。照射面積が小さいファイバー式を用いる場合は、1回の照射で1箇所を硬化させてしまうのではなく、照射強度を低くしたり照射時間を短くして、【A】では、①→②の順に、【B】では、①→②→③→④の順に、何度も繰り返して徐々に硬化させて行くことが必要です。

図11-29 隅肉接着における接着剤の順次硬化は位置ずれの元
(4)接着層厚さの不均一
1)大きな凹凸
図11-30は、接着層の厚さが厚い部分と薄い部分ができる部品に、剛性が低い部品を接着したときの、硬化後の部品の変形を示したものです。接着剤の硬化収縮や、加熱硬化後の冷却過程で生じる熱収縮によって、低剛性部品は接着剤に引張られて、接着層が厚い部分で大きな変形(凹み)が生じてしまいます。部品の厚さを厚くして剛性を高くしたり、部品の構造を見直して接着層の厚さむらを少なくする必要があります。

図11-30 接着層厚さの不均一による薄板の凹み
2)差し込み接着
図11-31は、穴に軸を差し込んで接着する場合です。穴と軸のセンター合わせを特に必要としない場合は、(A)のように、軸は偏心した状態で穴に差し込まれます。この状態では、接着層の厚さが厚い部分と薄い部分が生じています。この状態で接着剤が硬化すると、接着剤の硬化収縮や加熱硬化後の冷却過程で生じる熱収縮などによって、軸は、(B)のように、接着層が厚い方に引張られます。軸の位置がずれるだけであれば問題ありませんが、(A)の状態で、接着層の厚さが非常に薄い部分ができていると、その部分では硬化後にはく離を生じてしまいます。軸に、部分的に突起を設けるなどで、接着層の厚さが非常に薄い部分をなくすことではく離を防止できます。

図11-31 嵌合接着における偏心状態での硬化によるはく離
次回も、「内部応力に影響する諸要因」の続きを述べます。
|
【PR】コンサルタント業務を受け付けています。 弊社では、企業での開発や不具合対策の支援や社員向け教育などの業務を行っています。 課題を有しておられる場合は、お気軽にお問い合わせ下さい。 詳細はこちらをご覧ください。 |
| <接着・原賀塾>の掲載内容は、著作権法によって保護されており、著作権は原賀康介に帰属します。引用、転載などの際は弊社までご連絡ください。(会社内や団体・学術機関・研究機関内でのご活用に関してはこの限りではありません。) |
-------------------------------------------------------------------------------------

株式会社 原賀接着技術コンサルタント